产品超声波焊接口该如何设计?
来源:超声波焊接机 发布时间:2015-10-17 15:43 点击:
众所周知,产品材料的选择和产品的合理焊接口的设计结构是保证最佳的
超声波焊接效果的关键条件之一,各种焊口设计又取决于多种因素,如材料类型、零件形状和焊接要求(即强度、密封、外观等)。那么
超声波焊接机可以焊接哪些材料?产品超声波焊接口该如何设计?请看下面详细解答:
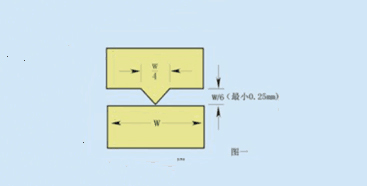
上图上典型的导能焊接线的设计。对于某些需要高能量的树脂(即晶型、低刚度或高熔点的非晶型),其导能焊线尺寸应同比加大1.5~2倍。当焊件没有密封要求时,则可以将焊线设计成断续的,以减少能量损耗。
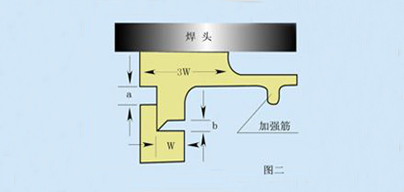
外侧遮蔽的焊口设计(必要时也可设计成双向遮蔽),这样可避免向外溢料,以保证外观质量。设计时应保证a≥b。
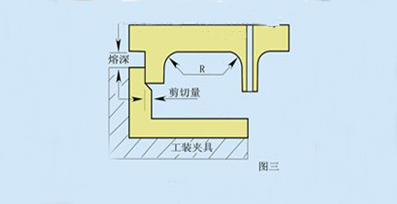
上图是产品需要严密封接时所用的剪切焊接法设计图。特别适合于晶型树脂(PP、PE、Nilon、POM等),对于超过焊件本体强度的连接要求,建议熔深为壁厚 的1.25倍。剪切量与焊件尺寸成正比,一般取值0.2~0.5mm。剪切焊接的夹具必须限制下工件向外挠曲变形,而超声波声头与上工件作用面应尽可能靠 近焊口(象是一个盖子),以防上工件向内挠曲。对于中间壁剪切焊,则可采用图四所示的榫槽结构,以避免挠曲变形。
超声波焊接过程中由于超声波能量传递中的高压强和剧烈振动,所以在焊口设计中还应避免以下结构隐患:
A:超声波声头和(或)超声波工装与焊件接触面太小,容易在焊件表面产生压痕和熔斑。建议该接触面积应大于焊接面积的三倍,且尽可能正对焊接处(图二)。
B:盖状上工件太薄,容易在共振下开裂,或“击穿”,建议加筋处理(图二)。
C:细小附件与主体连接处强度太弱,容易振断,建议在根部加一圆R(图三)。
D:结构承力不好,致使能量不能有效地传递到结合面上。如无法避免这种设计,则应将超声波声头及超声波工装的着力面改在承力良好的位置(图四)。
此外,工装夹具也在很大程度上影响焊接效果,被焊工件的材料、形状、壁厚及不对称性等因素均可能影响能量向界面的传递。这都需要精心设计工装夹具,以保证焊接界面的均匀承力。对于某些焊件,结合面可能过于严合而不能产生相对位移,这时可适当降低超声波工装的刚性,以保证在结合面产生异相状态。
本文【
产品超声波焊接口该如何设计?】是为了让第一次购买超声波焊接机的您更快的找到答案,希望能帮到忙。计划购买超声波焊接机的您可以考虑下我们华拓超声波,
华拓超声波设备免费试用10天,我们是行业内首家免费试用的,品质可靠,价格实惠。
在技术上有更多的问题,欢迎与我们技术部门联系,我司拥有一批经验丰富的专业技术人才,竭诚为您解决各种技术上的问题。汤先生(技术部):158-9960-1903 座机:400-886-8261 QQ: 2814545248,欢迎您的来电!